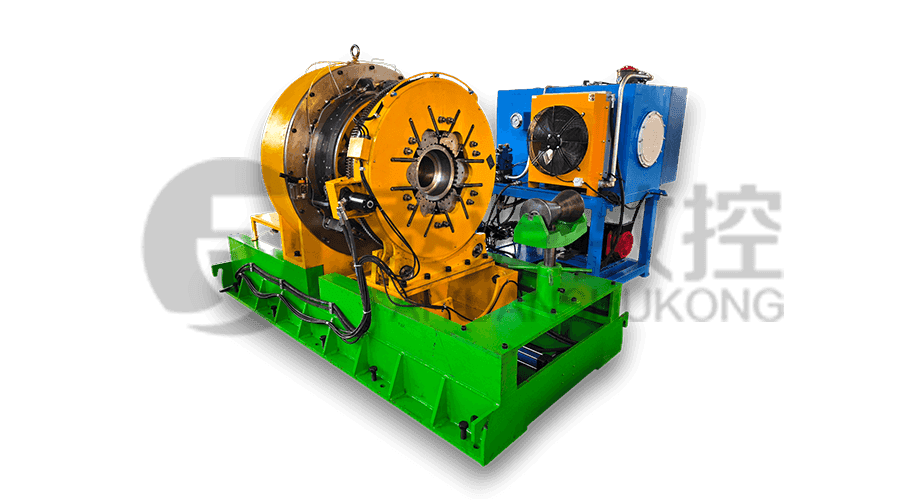
Malli: Tysk-630t
Kone ottaa käyttöön FANUC CNC -järjestelmän, jolla on vakaa prosessointitarkk...


Erinomainen laitteiden käsittelytarkkuus, hyvä jäykkyys ja ensiluokkainen prosessointitehokkuus, jotta tuotteemme voivat olla päteviä API-standardeihin ja suurimpaan osaan markkinoiden premium-yhteyksiä.

Kone ottaa käyttöön FANUC CNC -järjestelmän, jolla on vakaa prosessointitarkk...






Oil Country Tubular Goods (OCTG) -tuotannon vaativassa ympäristössä American Petroleum Instituten (API) 5CT-standardien noudattaminen ei ole vain säännösten mukainen vaatimus – se on toimintaturvallisuuden perusta. Ka...

Öljylaitteiden valmistuksen suurilla panoksilla siirtyminen itsenäisistä laitteista täysin integroituihin järjestelmiin ei ole enää luksusta, vaan se on tekninen välttämättömyys. A cnc-putkien kierrekone on täm...
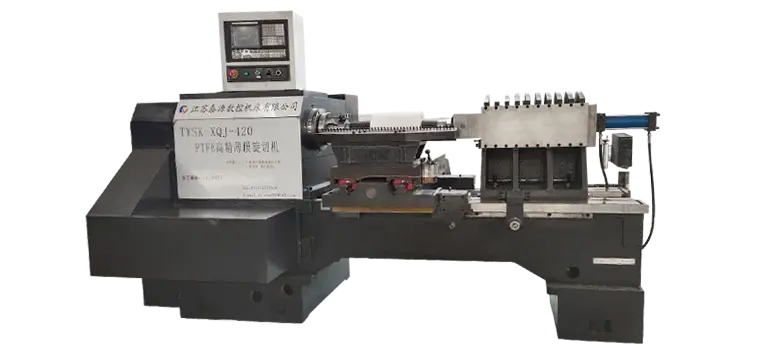
Korkean suorituskyvyn muoviteollisuudessa kalliiden raaka-aineiden jalostamisen tehokkuus käyttökelpoisiksi kalvoiksi on kriittinen kannattavuuden mittari. Täytettyjen PTFE- (polytetrafluorieteeni) -aihioiden, jotka s...
Sitoumuksemme
Tavoitteenamme on tarjota räätälöityjä ratkaisuja markkinoille ja asiakkaillemme, olipa kyseessä sitten yksittäinen tuote tai täydellinen laitekokonaisuus.
Vaikka markkinat, sovellukset ja asiakkaat vaihtelevat, meillä on ainutlaatuinen lähestymistapa, joka johtaa asiakkaamme menestykseen.
Vastaamme kärsivällisesti ja huolellisesti kaikkiin asiakkaiden tiedusteluihin ja palautteeseen.
Asiakkaiden konsultaatioita varten tarjoamme mahdollisimman ammattimaisen ja kohtuullisen tarjouksen mahdollisimman pian.
Asiakkaidemme uusien tuotteiden osalta kommunikoimme heidän kanssaan erittäin ammattimaisesti, kuuntelemme heidän mielipiteitään ja annamme käytännön ehdotuksia varmistaaksemme, että tarjoamme parhaat mahdolliset tuotteet.
Toteutamme kaikki asiakkaidemme tilaukset ajallaan, taaten laadun ja määrän.

Kun käytät Sorvin nivel- ja kytkentä Paken putkiliitosten ja kytkimien käsittelemiseksi yleiset työkalun kulumisongelmat ja ratkaisut ovat seuraavat:
Yleiset työkalujen kulumisongelmat
Hioma kuluminen: Poraputkien nivelten ja kytkimien käsittelyn aikana työkappaleen materiaalissa, kuten karbidit, nitridit jne., Kovapisteet leikkaavat ja raaputtavat työkalun pintaa, kuten hioma -hiukkaset, aiheuttaen työkalujen kulumista. Varsinkin kun poraputkimateriaalien käsittely, jolla on korkeampi kovuus, hankaava kuluminen on selvempi.
Liiman kuluminen: Leikkausprosessin aikana työkalun ja työkappaleen pinnan välillä on voimakas kitka ja korkea lämpötila, aiheuttaen työkalun ja työkappaleen materiaalin väliset atomit hajauttaa ja sitoutua toisiinsa. Kun työkalu ja työkappale liikkuvat suhteessa toisiinsa, sidospiste revittyy aiheuttaen työkalumateriaalin poistamisen, muodostaen liimaputken. Tämän tyyppinen kuluminen on taipumus tapahtua, kun prosessoivat materiaaleja, joilla on korkea viskositeetti.
Diffuusion kuluminen: Korkean lämpötilan leikkausolosuhteissa työkalun kemialliset elementit ja työkappalemateriaali diffundoituvat toisiinsa, muuttavat työkalumateriaalin kemiallista koostumusta ja ominaisuuksia vähentäen työkalun kovuutta ja voimakkuutta ja siten pahentamalla työkalun kulumista. Varsinkin kun leikkaamalla poraputken liitokset ja kytkimet suurella nopeudella, diffuusiokulutus on vakavampaa.
Terän romahtaminen: Koska poraputkien liitosten ja kytkimien käsittely vaatii yleensä ajoittaista leikkaamista, kuten säikeiden käsittelyssä, työkalulle kohdistetaan jaksolliset iskukuormat. Kun työkalun iskunkestävyys on riittämätön tai leikkausparametreja ei valita oikein, työkalun reuna on alttiina terän romahtamiseen, mikä johtaa työkalun ennenaikaiseen vikaantumiseen.
Lämpöväsymysten kuluminen: Leikkausprosessin aikana työkalu altistetaan toistuvasti lämmön leikkaamiselle, mikä aiheuttaa lämpöjännitystä. Kun lämpöjännitys ylittää työkalun materiaalin väsymislujuuden, halkeamat ilmestyvät työkalun pintaan. Kun halkeamat laajenevat ja muodostavat yhteyden toisiinsa, työkalumateriaali kuoriutuu muodostaen lämpöväsymysten kulumisen.
Ratkaisu
Valitse oikea työkalumateriaali
Vakavan hankaavan kulumisen saavuttamiseksi voidaan valita karbidityökalut, joilla on suuri kovuus ja hyvä kulumiskestävyys. Jiangsu TAIXing CNC Cabine Tool Co., Ltd. tuottama poratankojen käsittelylaitteet sopivat moniin työkaluihin. Vastaava karbidityökalumalli voidaan valita erilaisten prosessointivaatimusten mukaisesti työkalun vastustuskyvyn parantamiseksi hiomakäyttöön.
Sidonta kulumista ja diffuusion kulumista varten voidaan käyttää päällystettyjä työkaluja. Pinnoite voi muodostaa eristyskerroksen työkalun ja työkappaleen välillä, vähentää työkalun ja työkappaleen materiaalin välistä suoraa kosketusta ja vähentää sitoutumisen ja diffuusion mahdollisuutta. Esimerkiksi tinapäällystetyillä työkaluilla on hyvä kovuus ja kemiallinen stabiilisuus, mikä voi tehokkaasti vähentää sitoutumista ja diffuusion kulumista.
Optimoi leikkausparametrit
Säädä kohtuudella leikkausnopeus, syöttönopeus ja leikkaussyvyys. Kun jalostavat poratangon liitokset ja kytkimet, jos leikkuunopeus on liian korkea, se pahentaa työkalun kulumista, erityisesti diffuusion kulumisessa ja lämpöväsymysten kulumisessa. Työkappaleen materiaalin ja työkalujen suorituskyvyn mukaan valitse sopiva leikkausnopeus. Yleisesti ottaen poraustangon materiaalien, joilla on korkeampi kovuus, leikkausnopeutta tulisi vähentää asianmukaisesti.
Syöttöprosentin ei pitäisi olla liian suuri. Liiallinen syöttönopeus lisää työkalun leikkausvoimaa, mikä on helppo aiheuttaa työkalujen hakkerua ja lisääntynyttä kulumista. Kohtuullinen syötteenopeusalue voidaan määrittää kokeiden ja kokemuksen avulla.
Leikkaussyvyyden valinnassa tulisi harkita työkalun vahvuutta ja työkappaleen käsittelyvaatimuksia ja vältettävä liiallista leikkaussyvyyttä, mikä aiheuttaa työkalun kantavan liiallisen kuorman.
Paranna leikkausolosuhteita
Hyödynnä leikkuuestettä. Leikkausnesteellä on jäähdytyksen, voitelun, sirun poistamisen ja ruosteen ehkäisyn toiminnot, jotka voivat tehokkaasti vähentää leikkuulämpötilaa, vähentää työkalun ja työkappaleen välistä kitkaa ja vähentää siten työkalun kulumista. Poraputkien liitosten ja kytkimien käsittelyä varten tulisi valita leikkuuesteet, joilla on hyvä äärimmäinen painevoitelu ja jäähdytysominaisuudet, kuten leikkuuesteet, jotka sisältävät äärimmäisiä paineen lisäaineita, kuten rikki ja fosfori.
Puhdista leikkuualueen sirut säännöllisesti estääksesi siruja kertymästä työkalun ja työkappaleen välillä aiheuttaen toissijaista kulumista. Jiangsu Taixing CNC COUNTY Tool Co., Ltd. -laitteet voidaan varustaa vastaavilla sirujen poistolaitteilla. Varmista sen normaali toiminta ja sirujen oikea -aikainen purkaus.
Paranna työkalujen jauhamisen laatua
Varmista työkalun terävyys ja pinnan laatu. Tylsä reuna lisää leikkuuainetta ja leikkaamalla lämpöä, kiihdyttää työkalujen kulumista; Työkalun liiallinen pinnan karheus lisää myös kitkaa ja pahentaa kulumista. Siksi on tarpeen käyttää asianmukaista hiontatekniikkaa ja -välineitä työkalun hienosäätöön työkalujen jauhamisen laadun parantamiseksi.
Terävöittämään ja tarkista työkaluja säännöllisesti työkalujen kulumisen ja vaurioitumisen havaitsemiseksi ajoissa ja jakamassa uudelleen tai korvaavat vakavasti käytetyt työkalut prosessoinnin laadun ja tehokkuuden varmistamiseksi.
