Muistutustiedot


Dec 12, 2025
Minkä tahansa öljy- tai kaasukaivon eheys riippuu porausreikien liitosten luotettavuudesta. The Kotelon ja letkujen kytkentäyksikön sorvi on pitkälle erikoistunut laite, joka vastaa Oil Country Tubular Goods (OCTG) -malleissa käytettävien liittimien tarkan täydennysmomentin saavuttamisesta. Jos oikeaa vääntömomenttia ei käytetä – olipa kyseessä ylikiristys, joka vaurioittaa kierrettä, tai alikiristys, joka johtaa vuotoon – johtaa katastrofaaliseen liitosvirheeseen, kaivon eheyden menettämiseen ja merkittäviin taloudellisiin menetyksiin.
B2B-ostajien ja tuotantoinsinöörien osalta apteerausyksikön määrittäminen edellyttää sen kapasiteetin arviointia johdonmukaisen, toistettavan tarkkuuden saavuttamiseksi laajassa valikoimassa tuotteita. Jiangsu Taiyuan CNC-työstökone Co., Ltd., joka perustettiin vuonna 2003 kansallisen öljylaitteiden valmistusteollisuuden erikoistyöstökoneiden tuotantoasemaksi, tarjoaa korkean teknologian, vahvan jäykkyyden ja poikkeuksellisen tarkkuuden säilyttäviä laitteita. Kokemuksemme erikoislaitteista, mukaan lukien Kotelon ja letkujen kytkentäyksikön sorvi ja porausputkien tuotantolinjoja, varmistaa, että ratkaisumme täyttävät maailmanlaajuisten öljykenttien, geologian ja kaivostoiminnan tiukat vaatimukset.
Toiminnallinen soveltuvuus a Kotelon ja letkujen kytkentäyksikön sorvi määräytyy sen mekaanisten suunnittelurajojen mukaan, mukaan lukien karan koko, läpireiän halkaisija ja kiristysmekanismin kantavuus. Modernissa yksikössä on oltava leveä Öljykentän putkikytkimen kokoalue apteerausyksikkö , tyypillisesti halkaisijaltaan kahdesta ja kolmesta kahdeksasosa tuumasta kolmetoista ja kolme kahdeksasosaa tuumaa, ja käsittelevät sekä API- että premium-liitäntöihin liittyvät kytkentäpituudet.
Lisäksi koneen runko ja puristusvoima on suunniteltava kestämään erikoismateriaalien (kuten P110 tai Q125 teräksen) korkea myötöraja. Nämä materiaalit vaativat korkeampia vääntömomentteja saavuttaakseen optimaalisen olkapään kiinnittymisen, vaativat koneen, jolla on suuri käyttövoima ja vankka jäykkyys, jotka ovat erikoistuneiden työstötyökalutuotteiden tunnusmerkkejä.
Merkittävin tekninen haaste mille tahansa apteerausyksikölle on sen ohjausstrategian mukauttaminen standardien American Petroleum Institute (API) -kierteiden ja patentoitujen premium-liitäntöjen välillä.
| Langan tyyppi | Vääntömomenttimekanismi | Toleranssivaatimus | Vaatimus varten API ja Premium Thread Bucking Machine - monipuolisuus |
|---|---|---|---|
| API (Buttress Thread Casing jne.) | Pääasiassa lankareunan häiriöt ja olkapään meikki. | Vain vääntömomentin ohjaus tietyllä alueella (esim. plus tai miinus viisi prosenttia). | Korkea vääntömomenttikapasiteetti ja kestävä pitosuuttimet. |
| Premium (omistusoikeudelliset sinetit) | Tarkka vuoropohjainen kiinnitys metallin välisen tiivisteen häiriön aikaansaamiseksi. | Tiukka momentti-käännössäätö (esim. plus tai miinus yhden asteen kierros, plus tai miinus yksi prosentti vääntömomenttia). | Edistyksellinen, suljetun silmukan tietokoneen numeerinen ohjaus tarkkaan kierto- ja kulman mittaukseen. |
Aidon saavuttaminen API ja ensiluokkainen kierreapukoneen monipuolisuus tarkoittaa, että ohjausjärjestelmän on vaihdettava saumattomasti vääntömomenttipohjaisesta API-liitäntöjen ohjausalgoritmista erittäin herkäksi vääntömomentti-käännösalgoritmiin, jota vaaditaan premium-liitäntöjen tiivistyspinnoilla.
Teknisen suorituskyvyn ydinmittari Kotelon ja letkujen kytkentäyksikön sorvi is kytkimen vääntöyksikön vääntömomentin ohjaustarkkuus . Ensiluokkaisessa kierrekokoonpanossa yksi kiertovirhe voi vaarantaa tiivisteen. Huippuluokan yksiköiden vääntömomentin tarkkuus on plus tai miinus yksi prosentti asetetusta arvosta koko toiminta-alueella, tarkkuus, joka on saavutettavissa vain korkealaatuisilla antureilla ja jäykällä mekaanisella pohjalla.
The hydraulinen tehosorvi OCTG-kierteisiin käytetään meikin tekemiseen. Pyörivä pää tarjoaa tarkan, hallitun vääntömomentin, kun taas ei-pyörivä tukipihti pitää kytkimen tiukasti. Koneen vakaus ja jäykkyys – ominaisuus, jota korostetaan kaikissa erikoistyöstökoneissamme – ovat välttämättömiä tärinän ja taipuman minimoimiseksi, mikä voi vääristää vääntömomenttilukemia.
Nykyaikainen apkkausyksikkö käyttää joko hydraulijärjestelmää tai servosähköistä käyttövoimaa vääntömomentin kohdistamiseen. Vaikka hydraulijärjestelmät tarjoavat erittäin suuren ajovoiman, jota tarvitaan suurille halkaisimille ja erittäin lujille materiaaleille, servosähköiset järjestelmät tarjoavat yleensä hienomman resoluution ja paremman kytkimen vääntöyksikön vääntömomentin ohjaustarkkuus vääntömomenttialueen alimmassa päässä.
Tietokoneen numeerinen ohjaus ei ole neuvoteltavissa, mikä mahdollistaa jatkuvan vääntömomentti-käännöskäyrän tietojen kirjaamisen, mikä tarjoaa todennettavissa olevan laatutietueen jokaisesta liitännästä – vaatimus useimmissa suurissa öljykenttäprojekteissa.
Usean tuotteen palvelukeskuksissa tehokkuus riippuu suuresti tuottamattoman ajan (NPT) minimoimisesta. Sopeuttamisen helppous ja nopeus Kotelon ja letkujen kytkentäyksikön sorvi uuteen kokoon tai kierreprofiiliin vaikuttaa suoraan kannattavuuteen. Tämä edellyttää vankkaa apuvälineen nopea vaihtomahdollisuus .
Vaihtoajan merkittävin tekijä on tartuntaleukojen ja meistien vaihto, jotka on vaihdettava putken ulkohalkaisijaa vaihdettaessa. Manuaaliset järjestelmät ovat aikaa vieviä ja alttiita käyttäjän virheille. Nykyaikaisissa yksiköissä on nopeasti vaihdettavat leukapatruunat tai täysin automatisoidut hydrauliset kiinnitysmekanismit, jotka sopivat laajalle halkaisijaalueelle ilman täydellistä työkalun vaihtoa.
Tämän määrällisesti mitattava hyöty apuvälineen nopea vaihtomahdollisuus on merkittävä. Vaihtaminen seitsemän tuuman kotelosta neljän ja puolen tuuman putkiliittimeen voidaan lyhentää 30–40 minuutista vanhoissa laitteissa alle 5 minuuttiin nykyaikaisessa erikoiskoneessa.
Tietokoneen numeerisen ohjausjärjestelmän pitäisi mahdollistaa lankakohtaisten kokoonpanoparametrien (esim. erityiset vääntömomenttirajat, kierroslukukynnykset) välitön digitaalinen palauttaminen sadoille eri liitoksille. Tämä ominaisuus on tärkeä luotettavuuden saavuttamiseksi API ja ensiluokkainen kierreapukoneen monipuolisuus , poistaa manuaaliset tiedonsyöttövirheet ja varmistaa korkean suoritustehon.
Suorituskyky ja monipuolisuus Kotelon ja letkujen kytkentäyksikön sorvi ovat kriittisiä OCTG-laadun ja valmistustehokkuuden määrääviä tekijöitä. Keskeiset kriteerit – vankka Öljykentän putkikytkimen kokoalue apteerausyksikkö käsittelyä, ylivoimainen kytkimen vääntöyksikön vääntömomentin ohjaustarkkuus , ja todistettavissa apuvälineen nopea vaihtomahdollisuus -ovat korkeatasoisen toiminnan edellytyksiä. Jiangsu Taiyuan CNC Machine Tool Co., Ltd. on sitoutunut tähän erikoistumiseen tarjoamalla luotettavia, korkean teknologian erikoistyöstökoneita, joiden avulla globaalit kumppanimme voivat ylläpitää korkeimmat liitäntöjen eheysstandardit.
Aiheeseen liittyviä tuotteita
 Malli: TYSK-630T Poraputki, nivel ja kytkentä sorvi
Malli: TYSK-630T Poraputki, nivel ja kytkentä sorvi
Koneessa on FANUC CNC -järjestelmä, jossa on vakaa käsittelytarkkuudet ja joustavat ohjelmointitoiminnot varmistaakseen, että käsitellyt osat täyttävät tiukat alan standardit. Suuri vääntömomentti ja raskaan kuorman rakenne kestää pitkäaikaista jatkuvaa työtä ja sillä on vahva kestävyys.
 Malli: TYSK-1355 Öljyputken jalostussori
Malli: TYSK-1355 Öljyputken jalostussori
Kone ottaa käyttöön FANUC CNC -järjestelmän, jossa on vakaa käsittelytarkkuudet ja joustavat ohjelmointitoiminnot varmistaakseen, että käsitellyt osat täyttävät tiukat alan standardit. Suuri vääntömomentti ja raskaan kuorman rakenne kestää pitkäaikaista jatkuvaa työtä ja sillä on vahva kestävyys.
 Malli: TYSK-XQJ-550 Keskitaso ja iso ptfe -kalvo skiving Machine
Malli: TYSK-XQJ-550 Keskitaso ja iso ptfe -kalvo skiving Machine
Suunniteltu käsittelemään aihioita, joiden halkaisija on enintään 550 mm ja pituus enintään 1000 mm. Voimme myös räätälöidä käyttäjien tarpeiden mukaan. Ystävällinen muutosnopeus ja paksuus CNC:llä.
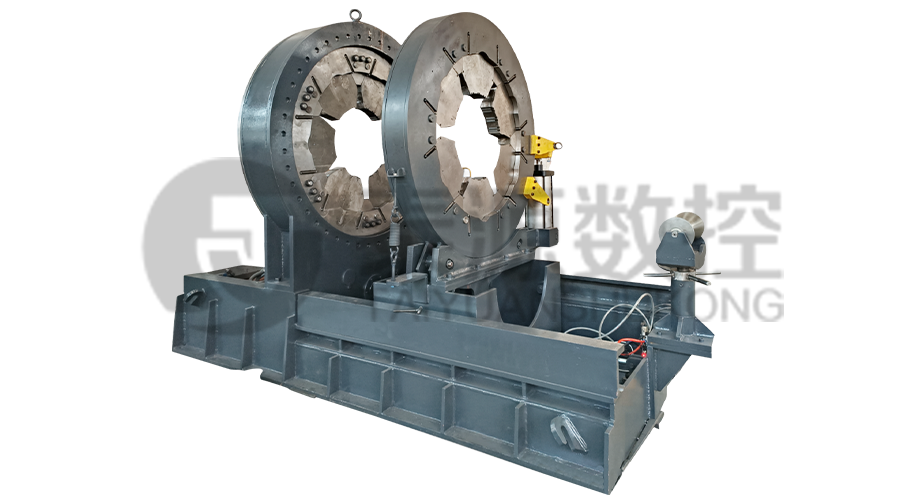
 Sarja: TYSK-NKJ Ruuvaa kone/kotelo ja letkun kytkentä
Sarja: TYSK-NKJ Ruuvaa kone/kotelo ja letkun kytkentä
Kone käyttää hydraulimoottoria, mekaanista kelluvaa mekanismia ja reaaliaikaista vääntömomentin tunnistusta, mukautuu materiaalin taipumiseen ja estää materiaalin muodonmuutoksia. Apukoneet on konfiguroitu auttamaan puoliautomaatiossa.
 Pitkät, raskaat materiaaliratkaisut Automaattinen lastaus- ja purkamismekanismi putken kierteelle
Pitkät, raskaat materiaaliratkaisut Automaattinen lastaus- ja purkamismekanismi putken kierteelle
Erityinen joustava tukitila voi tehokkaasti vähentää työkappaleen taivutuksen vaikutusta käsittelyyn ja parantaa tuottoa. Tarkkaan yhteensopiva meidän putken kierteityssorvin kanssa.
 Modulaarinen rautalastumurskain Korkea lujuus murskain sirulle
Modulaarinen rautalastumurskain Korkea lujuus murskain sirulle
Terät on valmistettu lujista materiaaleista, ja ne on sijoitettu kohtuullisesti lastunpoistajan ulostuloon murskatakseen rautapalat. Vähennä palautusriskiä ja paranna jätekehyksen käyttöä.
 Sarja: TYSK-HB Puoliautomaattinen kulutuskestävä nauhahitsaaja
Sarja: TYSK-HB Puoliautomaattinen kulutuskestävä nauhahitsaaja
Koskee ARNCO 100XT, 200XT, 300XT. Tukee φ1.2-2.0-sydän- tai umpilankapintahitsausta. Voidaan varustaa yksipistoolisuihkuhitsauksella ja kaksipistoolisuihkuhitsauksella kahdella tavalla. Tukee PLC- tai CNC-järjestelmän ohjausta.
