Muistutustiedot


May 15, 2026
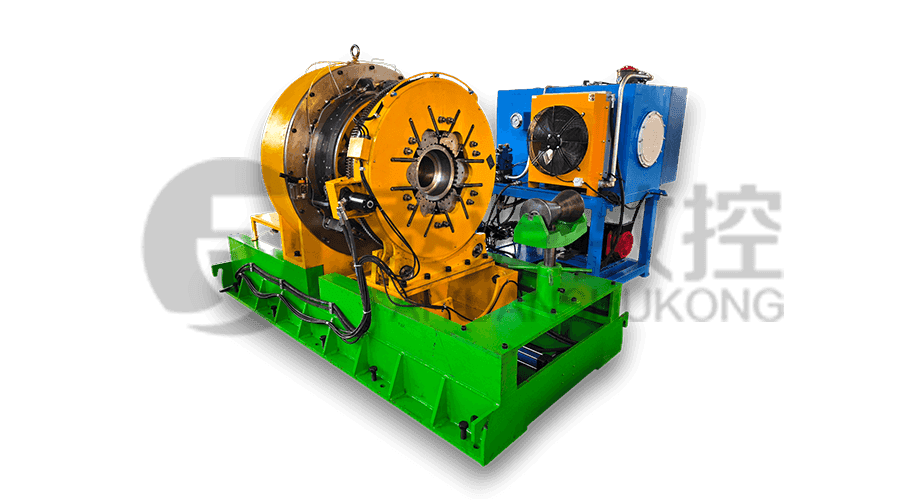
A Kotelon ja letkujen kytkentäyksikön sorvi on erikoistunut teollisuuskone, joka on suunniteltu kokoamaan (täytön) ja purkamaan (irrottamaan) kierreliitoksia öljykenttien putkiin äärimmäisen tarkasti. Jokaisen operaattorin ydinpäätelmä on, että nämä yksiköt ovat välttämättömiä kaivon rakenteellisen eheyden ylläpitämiseksi; käyttämällä synkronoitua hydraulitehoa ja korkearesoluutioista vääntömomentin ja käännösten valvontaa ** varmistaa, että jokainen liitos täyttää tiukat API 5CT -standardit, mikä estää kalliita porausreikien vuotoja ja mekaanisia vikoja.
Toiminta a Kotelon ja letkujen kytkentäyksikön sorvi pyörii hallitun kiertovoiman käytön ympärillä. Toisin kuin tavallisessa metallintyöstösorvissa, tässä laitteessa on hydraulinen tehopää ja toissijainen vararuuvipenkki. Varmistusruuvi tarttuu tiukasti putken runkoon, kun taas voimapää pyörittää kytkintä. Tämä kaksoiskiristysjärjestelmä estää putkea pyörimästä ja varmistaa, että 100 % hydraulisesta energiasta muunnetaan kierteitysmomentiksi.
Edistyneissä malleissa on muuttuvanopeuksinen ajojärjestelmä. Tämä mahdollistaa koneen käynnistymisen korkealla kierrosluvulla nopeaa langoitusta (linkoa) varten ja vaihtaa sitten automaattisesti alhaisen kierrosluvun ja suuren vääntömomentin tilaan viimeistä "olkapää"-kytkentää varten. Tämä siirtymä on kriittinen, jotta vältetään kalkkiutuminen – liiallisen kitkan aiheuttama kuluminen, joka voi hitsata kierteet yhteen ennenaikaisesti.
Nykyaikaiset öljykenttien toiminnot vaativat muutakin kuin vain fyysistä voimaa; ne edellyttävät tietojen validointia. The ** on tyypillisesti varustettu Torque-Turn Control System -järjestelmällä. Tämä tietokoneeseen integroitu asetus mittaa kohdistettua vääntömomenttia suoritettujen kierrosten lukumäärään nähden. Piirtämällä nämä mittarit kaavioon reaaliajassa, yksikkö voi havaita, onko kytkentä saavuttanut kierreprofiilin optimaalisen "sweet spotin".
Suurin haaste putkien käsittelyssä on välttää "purentajälkiä" tai kotelon rakenteellisia muodonmuutoksia. Syvänmeren kaivoissa käytettävät korkealaatuiset metalliseokset ovat erityisen herkkiä pintavaurioille. The Kotelon ja letkujen kytkentäyksikön sorvi korjaa tämän jälkiä jättämättömien muottien tai erikoistuneiden monipistekiinnitysjärjestelmien avulla.
| Puristimen tyyppi | Toiminnallinen etu | Sopiva sovellus |
| Tavallinen hammaspuikko | Korkeakitkainen kahva raskaaseen vääntömomenttiin. | Hiiliteräskotelo ja letkut. |
| Merkitsemätön leuka | Sileä kosketuspinta estää jännityksen nousuja. | Kromi ja runsasseostetut CRA-materiaalit. |
| Kelluva tehopää | Kompensoi kierrejohdon vaihtelut. | Premium-liitännät (kaasutiiviit tiivisteet). |
| Synkronoitu istukka | Käyttää yhtä suurta painetta koko kehän ympäri. | Ohutseinäiset putket, jotka ovat taipuvaisia murskautumaan. |
Automaation integrointi osaksi ** on parantanut merkittävästi työpajan turvallisuutta. Perinteiset käsikäyttöiset pihdit vaativat henkilöstön olevan "tulilinjalla". Sitä vastoin apteerausyksikkösorvin avulla käyttäjä voi ohjata koko jälkikäsittelyprosessia etäkonsolista. Automaatio varmistaa myös johdonmukaisuuden; kone ei kärsi väsymyksestä, joka voi johtaa epätasaiseen lisävääntömomenttiin pitkän työvuoron aikana.
Hydrauliset varmuuskopiot ja hätäpysäytyspiirit ovat vakioturvaominaisuuksia. Lisäksi monissa yksiköissä on nyt automaattiset putken lastaus- ja purkuvarret, jotka synkronoidaan sorvin kanssa ja siirtävät raskaita (usein tuhansia kiloja) liitoksia ilman manuaalista nostoa, mikä vähentää työtapaturmien riskiä.
Sen varmistamiseksi Kotelon ja letkujen kytkentäyksikön sorvi pysyy tarkana, punnituskennojen ja hydraulisten paineanturien säännöllinen kalibrointi on pakollista. Ajan myötä hydrauliset tiivisteet voivat kulua, mikä johtaa paineen laskuun, mikä johtaa alikiristyneisiin liitoksiin.
Aiheeseen liittyviä tuotteita
 Malli: TYSK-630T Poraputki, nivel ja kytkentä sorvi
Malli: TYSK-630T Poraputki, nivel ja kytkentä sorvi
Koneessa on FANUC CNC -järjestelmä, jossa on vakaa käsittelytarkkuudet ja joustavat ohjelmointitoiminnot varmistaakseen, että käsitellyt osat täyttävät tiukat alan standardit. Suuri vääntömomentti ja raskaan kuorman rakenne kestää pitkäaikaista jatkuvaa työtä ja sillä on vahva kestävyys.
 Malli: TYSK-1355 Öljyputken jalostussori
Malli: TYSK-1355 Öljyputken jalostussori
Kone ottaa käyttöön FANUC CNC -järjestelmän, jossa on vakaa käsittelytarkkuudet ja joustavat ohjelmointitoiminnot varmistaakseen, että käsitellyt osat täyttävät tiukat alan standardit. Suuri vääntömomentti ja raskaan kuorman rakenne kestää pitkäaikaista jatkuvaa työtä ja sillä on vahva kestävyys.
 Malli: TYSK-XQJ-550 Keskitaso ja iso ptfe -kalvo skiving Machine
Malli: TYSK-XQJ-550 Keskitaso ja iso ptfe -kalvo skiving Machine
Suunniteltu käsittelemään aihioita, joiden halkaisija on enintään 550 mm ja pituus enintään 1000 mm. Voimme myös räätälöidä käyttäjien tarpeiden mukaan. Ystävällinen muutosnopeus ja paksuus CNC:llä.
 Sarja: TYSK-NKJ Ruuvaa kone/kotelo ja letkun kytkentä
Sarja: TYSK-NKJ Ruuvaa kone/kotelo ja letkun kytkentä
Kone käyttää hydraulimoottoria, mekaanista kelluvaa mekanismia ja reaaliaikaista vääntömomentin tunnistusta, mukautuu materiaalin taipumiseen ja estää materiaalin muodonmuutoksia. Apukoneet on konfiguroitu auttamaan puoliautomaatiossa.
 Pitkät, raskaat materiaaliratkaisut Automaattinen lastaus- ja purkamismekanismi putken kierteelle
Pitkät, raskaat materiaaliratkaisut Automaattinen lastaus- ja purkamismekanismi putken kierteelle
Erityinen joustava tukitila voi tehokkaasti vähentää työkappaleen taivutuksen vaikutusta käsittelyyn ja parantaa tuottoa. Tarkkaan yhteensopiva meidän putken kierteityssorvin kanssa.
 Modulaarinen rautalastumurskain Korkea lujuus murskain sirulle
Modulaarinen rautalastumurskain Korkea lujuus murskain sirulle
Terät on valmistettu lujista materiaaleista, ja ne on sijoitettu kohtuullisesti lastunpoistajan ulostuloon murskatakseen rautapalat. Vähennä palautusriskiä ja paranna jätekehyksen käyttöä.
 Sarja: TYSK-HB Puoliautomaattinen kulutuskestävä nauhahitsaaja
Sarja: TYSK-HB Puoliautomaattinen kulutuskestävä nauhahitsaaja
Koskee ARNCO 100XT, 200XT, 300XT. Tukee φ1.2-2.0-sydän- tai umpilankapintahitsausta. Voidaan varustaa yksipistoolisuihkuhitsauksella ja kaksipistoolisuihkuhitsauksella kahdella tavalla. Tukee PLC- tai CNC-järjestelmän ohjausta.
