Muistutustiedot


Jun 26, 2025
Se Φ1000 mm öljyputken jalostus sorvi on raskaan teollisuuden kulmakivi, joka on erityisesti suunniteltu öljy- ja kaasuputkilinjan valmistuksen ja ylläpidon vaativiin vaatimuksiin. Nämä vankat koneet on suunniteltu käsittelemään suurten halkaisijan putkien merkittäviä mittoja ja materiaaliominaisuuksia, varmistaen tarkkuuden ja tehokkuuden kriittisissä toiminnoissa. Tämä artikkeli perustuu näiden erikoistuneiden sorvien tekniseen kykyyn, soveltamiseen, valintaan ja ylläpitoon.
Suuri karaporaus: Määrittelevä ominaisuus on niiden ylisuuri karaporaus, joka on tyypillisesti yli1000 mm, mikä mahdollistaa suurten halkaisijan öljyputkien läpikulun pään läpi.
Suuri jäykkyys ja stabiilisuus: Raskasvaluraudasta rakennettu, konekarja ja muut rakenteelliset komponentit on suunniteltu absorboimaan värähtelyjä ja kestämään merkittäviä leikkausvoimia, varmistaen poikkeuksellisen stabiilisuuden koneistuksen aikana.
Tehokas päämoottori: varustettu korkea-torjuntamoottoreilla, nämä soraset voivat vaivattomasti ajaa suuria työkappaleita ja suorittaa syviä leikkauksia koville materiaaleille, kuten erittäin luja teräs.
Leveät sängyt: Bedwaysin runsas leveys tarjoaa voimakasta tukea raskaille työkappaleille ja varmistaa tarkan kuljetusliikkeen, jopa äärimmäisissä kuormituksissa.
Edistyneet chucking Systems: Usein esiintyvät raskaat etu- ja takapoikut (joskus hydrauliset tai pneumaattiset), nämä järjestelmät tarttuvat tiukasti putkeen, minimoimalla runoon ja varmistavat samankeskisyyden.
Muuttuvat karanopeudet: laaja karanopeusalue, jota usein ohjataan taajuusmuutokset, mahdollistaa optimaalisten leikkuuparametrit eri putkimateriaalien ja koneistusoperaatioiden välillä.
Tarkkuussyöttömekanismit: Ovatko manuaaliset, automaattiset tai CNC-kontrolloidut syöttöjärjestelmät on suunniteltu erittäin tarkkaan työkalujen sijoittamiseen ja yhdenmukaiseen materiaalin poistamiseen.
Erikoistuneet työkalut: Nämä sorvi hyödyntävät voimakkaita työkalupidikkeitä ja leikkaustyökaluja, jotka kykenevät käsittelemään putken koneistuksen ainutlaatuisia haasteita, kuten kierteittäminen, suuret halkaisijat.
Putken halkaisija ja pituusalue: Vaikka otsikko määrittelee φ1000 mm, tarkista putken halkaisijoiden ja pituuksien koko prosessoimat. Varmista, että sorvin kapasiteetti täyttää tai ylittää nämä vaatimukset.
Materiaalin yhteensopivuus: Eri öljyputket on valmistettu erilaisista teräsluokista. Varmista, että sorvin teho-, jäykkyys- ja työkaluvaihtoehdot ovat sopivia tiettyihin materiaaleihin, joita koneistat.
Vaadittavat työstötoimenpiteet: Tunnista suorittamasi ensisijaiset toiminnot (esim. Kierteily, kytkentä, päinvastoin, viisteily, reunus). Sorvi tulisi varustaa tarvittavilla toiminnoilla ja työkaluilla.
Tarkkuus- ja tarkkuusvaatimukset: Määritä lopputuotteillesi tarvittavat toleranssitasot. CNC -sorvi tarjoaa yleensä suuremman tarkkuuden kuin perinteiset manuaaliset koneet.
Tuotantomäärä: Suuren volyymin tuotantoa varten CNC-sorvi, jolla on automaatioominaisuudet, on tehokkaampi. Pienemmille tilavuuksille tai erikoistuneille tehtäville perinteinen sorvi voi riittää.
Budjetti: Sorvit edustavat merkittävää sijoitusta. Tasapainota budjettirajoitukset toimintoihisi tarvittavien ominaisuuksien ja ominaisuuksien kanssa.
Myynnin jälkeinen tuki ja palvelu: Harkitse valmistajan mainetta tukea, varaosien saatavuutta ja teknistä apua, koska tämä on kriittistä pitkäaikaiselle toiminnalle.
Öljy- ja kaasuputkilinjan valmistus: Putken päiden kiertämisessä, koneistuskytkimissä ja putkien valmisteluun liittyvän uuden putkilinjan rakentamiseen.
Öljykentän etsintä ja tuotanto: Käytetään alakereiän työkalujen, poraputkien ja koteloputkien ylläpitämiseen ja korjaamiseen.
Putken korjaus ja kunnostaminen: välttämätöntä vaurioituneiden putkien päättyjen uudelleenkehittämiseksi, kuluneiden osien korjaamiseksi ja arvokkaiden putkilinjan komponenttien elinkaaren pidentämiseksi.
Petrokemian ja kemianteollisuus: Käytetään suurten halkaisijoiden putkistojen valmistuksessa ja ylläpitämisessä prosessointilaitoksissa.
Raskas teollisuusvalmistus: Sovellettavissa missä tahansa suurten halkaisijan lieriömäiset työkappaleet vaativat tarkan kääntymisen, kierteisen tai kohtaamisen.
Käyttö:
Operaattorin koulutus: Vain koulutettujen ja sertifioitujen operaattoreiden tulisi käyttää konetta kiinnittäen kaikkia turvallisuusprotokollia.
Työkappaleen asetukset: Varmista, että putket kiinnitetään turvallisesti molemmissa istunnoissa, oikein keskitetyt ja tuetut sagin ja tärinän estämiseksi.
Leikkausparametrit: Käytä sopivia karanopeuksia, syöttönopeuksia ja leikkaussyvyyttä materiaalille ja työkaluille leikkaustehokkuuden ja työkalujen käyttöiän optimoimiseksi.
Jäähdytysnesteen käyttö: Hyödynnä riittävää jäähdytysnestettä lämmön häviämiseen, leikkausvaikutuksen ja huuhtelevien sirujen voitelemiseen.
Rutiininomainen huolto:
Voitelu: Tarkista säännöllisesti kaikkien liikkuvien osien, mukaan lukien oppaat, hammaspyörät ja laakerit, voitelutasot, mukaan lukien valmistajan suositusten mukaan.
Puhdistus: Pidä kone vapaana siruista, swarfista ja likasta. Puhdista sängyt, istukka ja työkaluposti jokaisen käytön jälkeen.
Tarkastus: Tarkista säännöllisesti kriittisten komponenttien kulumisen, kuten Chuck Jaws, opas, lyijäruuvit ja sähköliitännät.
Kohdistustarkistukset: Tarkista säännöllisesti pään, takaosan ja sängyn kohdistus koneistustarkkuuden ylläpitämiseksi.
Hoito:
Ympäristönvalvonta: Käytä sorvaa puhtaassa, kuivassa ympäristössä, suojattu liialliselta pölyltä, kosteudesta ja lämpötilan vaihtelusta.
Suojaavat kansi: Varmista, että kaikki suojakotelot ja vartijat ovat paikallaan ja toiminnallisia.
Työkalujen ja lisävarusteiden varastointi: Säilytä leikkuuttyökaluja, chuck -leuat ja muut lisävarusteet oikein vaurioiden ja korroosion estämiseksi.
Suunniteltu huolto: Noudata valmistajan suositeltuja huoltovälejä ammatillisiin tarkastuksiin ja ennaltaehkäisevään kunnossapitoon.
CNC -öljyputken sorvi:
Edut:
Korkeampi tarkkuus ja toistettavuus: CNC -järjestelmät tarjoavat erinomaisen tarkkuuden ja konsistenssin koneistustoiminnassa, mikä on ihanteellinen monimutkaisille säikeille ja tiiviille toleransseille.
Lisääntynyt tuottavuus: automatisoidut syklit ja nopeammat työkalumuutokset johtavat suurempaan tuotantoon, etenkin toistuviin tehtäviin.
Vähentynyt operaattorivirhe: Ohjelmointi minimoi inhimillisen virheen, mikä johtaa vähemmän romutettuihin osiin.
Kompleksiset geometriat: kykenevät tuottamaan monimutkaisia profiileja ja useita kierretyyppejä helposti.
Asennus:
Säätiö: Vaatii erittäin vakaa ja tason säätiö tarkkuuden ylläpitämiseksi.
Virtalähde: Tarvitsee luotettavan ja vakaan virtalähteen, usein kolmivaiheisen, erityisjännite- ja ampeerivihreiden vaatimukset ohjausjärjestelmälle ja moottoreille.
Ympäristönvalvonta: Herkkä elektroniikka vaatii hallittua ympäristöä, jolla ei ole liiallista pölyä, lämpötilan vaihtelua ja kosteutta.
Verkottuminen: Voi vaatia verkkoyhteyttä ohjelman siirtoon ja etädiagnostiikkaan.
Huolto:
Ohjelmistopäivitykset: Tavallisia ohjelmistopäivityksiä vaaditaan usein.
Elektroninen komponentin hoito: Erityistä huomiota ohjauskaappien ja elektronisten komponenttien puhtauteen ja lämpötilaan.
Diagnostiikkatyökalut: Vaatii erikoistuneita diagnostiikkatyökaluja ja asiantuntemusta sähköisten ja ohjelmistojen ongelmien vianetsinnästä.
Ennaltaehkäisevä huolto: vaatii edelleen mekaanista voitelua ja puhdistusta, mutta lisätyn kerroksen elektronisen järjestelmän tarkistuksia.
Perinteinen öljyputki: sorvi:
Edut:
Yksinkertaisuus ja kestävyys: Yleensä suunnittelussa yksinkertaisempi, mikä tekee niistä anteeksiantavan vaativassa ympäristössä.
Alhaisemmat alkuperäiset kustannukset: Tyypillisesti halvempi ostaa kuin vertailukelpoinen CNC -malli.
Monipuolisuus kertaluonteisiin töihin: Ihanteellinen räätälöityihin, toistuviin tehtäviin, joissa CNC: n ohjelmointi olisi aikaa vievää.
Helpompi vianetsintä: Mekaanisia ongelmia on usein helpompi diagnosoida ja korjata.
Asennus:
Säätiö: Hyödyt edelleen vankasta, tason säätiöstä, mutta voi olla vähemmän herkkä kuin CNC -koneet.
Virtalähde: Vaatii päämoottorin voimakkaan virtalähteen.
Vähemmän ympäristöherkkyys: suvaitsevaisempi monimuotoisille työpajaolosuhteille.
Huolto:
Mekaaninen keskittyminen: Huolto pyörii pääasiassa voitelun, puhdistuksen ja mekaanisten komponenttien (hammaspyörät, laakerit, opas, lyijäruuvit) ympärillä.
Kulutusosan vaihtaminen: Kuluneen mekaanisten osien säännöllinen tarkastus ja vaihtaminen ovat avainasemassa.
Operaattorin taitoista riippuvainen: Suorituskyky luottaa voimakkaasti käyttäjän taitoon koneen perustamisessa ja käyttämisessä.
Φ1000 mm: n öljyputkenprosessointi on tärkeä omaisuus kaikille suurten halkaisijan putkien käsittelemiselle. Sen teknisten ominaisuuksien ymmärtäminen, oikean koneen valitseminen erityistarpeisiin, asianmukaisen toiminnan varmistaminen ja huolellisen ylläpidon sitoutuminen ovat kaikki kriittisiä tekijöitä sen tehokkuuden, elinkaaren ja tuottaman työn laadun maksimoimiseksi. CNC: n tarkkuuden tai perinteisen koneen monipuolisuuden valitseminen, investointi hyvin hoidettuun sorasiin tuottaa merkittävän tuoton öljyputken prosessoinnin vaativassa maailmassa.
Aiheeseen liittyviä tuotteita
 Malli: TYSK-630T Poraputki, nivel ja kytkentä sorvi
Malli: TYSK-630T Poraputki, nivel ja kytkentä sorvi
Koneessa on FANUC CNC -järjestelmä, jossa on vakaa käsittelytarkkuudet ja joustavat ohjelmointitoiminnot varmistaakseen, että käsitellyt osat täyttävät tiukat alan standardit. Suuri vääntömomentti ja raskaan kuorman rakenne kestää pitkäaikaista jatkuvaa työtä ja sillä on vahva kestävyys.
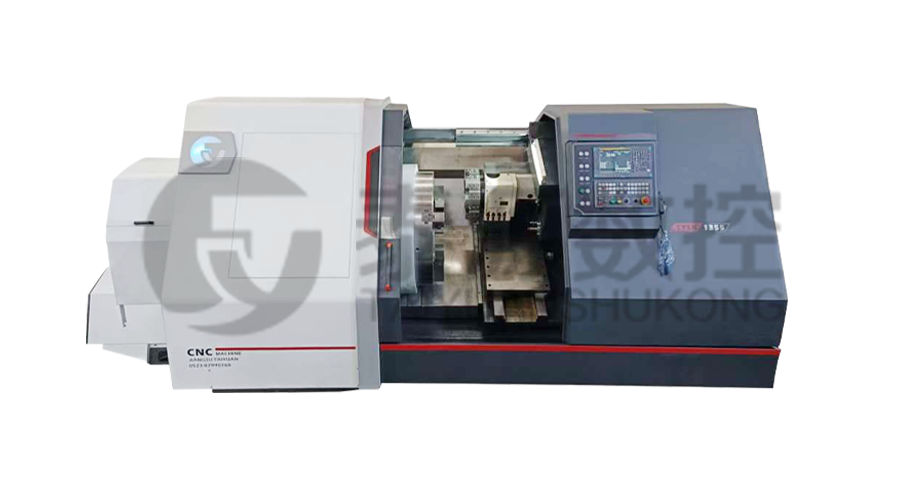
Malli: TYSK-1355 Öljyputken jalostussori
Kone ottaa käyttöön FANUC CNC -järjestelmän, jossa on vakaa käsittelytarkkuudet ja joustavat ohjelmointitoiminnot varmistaakseen, että käsitellyt osat täyttävät tiukat alan standardit. Suuri vääntömomentti ja raskaan kuorman rakenne kestää pitkäaikaista jatkuvaa työtä ja sillä on vahva kestävyys.
 Malli: TYSK-XQJ-550 Keskitaso ja iso ptfe -kalvo skiving Machine
Malli: TYSK-XQJ-550 Keskitaso ja iso ptfe -kalvo skiving Machine
Suunniteltu käsittelemään aihioita, joiden halkaisija on enintään 550 mm ja pituus enintään 1000 mm. Voimme myös räätälöidä käyttäjien tarpeiden mukaan. Ystävällinen muutosnopeus ja paksuus CNC:llä.
 Sarja: TYSK-NKJ Ruuvaa kone/kotelo ja letkun kytkentä
Sarja: TYSK-NKJ Ruuvaa kone/kotelo ja letkun kytkentä
Kone käyttää hydraulimoottoria, mekaanista kelluvaa mekanismia ja reaaliaikaista vääntömomentin tunnistusta, mukautuu materiaalin taipumiseen ja estää materiaalin muodonmuutoksia. Apukoneet on konfiguroitu auttamaan puoliautomaatiossa.
 Pitkät, raskaat materiaaliratkaisut Automaattinen lastaus- ja purkamismekanismi putken kierteelle
Pitkät, raskaat materiaaliratkaisut Automaattinen lastaus- ja purkamismekanismi putken kierteelle
Erityinen joustava tukitila voi tehokkaasti vähentää työkappaleen taivutuksen vaikutusta käsittelyyn ja parantaa tuottoa. Tarkkaan yhteensopiva meidän putken kierteityssorvin kanssa.
 Modulaarinen rautalastumurskain Korkea lujuus murskain sirulle
Modulaarinen rautalastumurskain Korkea lujuus murskain sirulle
Terät on valmistettu lujista materiaaleista, ja ne on sijoitettu kohtuullisesti lastunpoistajan ulostuloon murskatakseen rautapalat. Vähennä palautusriskiä ja paranna jätekehyksen käyttöä.
 Sarja: TYSK-HB Puoliautomaattinen kulutuskestävä nauhahitsaaja
Sarja: TYSK-HB Puoliautomaattinen kulutuskestävä nauhahitsaaja
Koskee ARNCO 100XT, 200XT, 300XT. Tukee φ1.2-2.0-sydän- tai umpilankapintahitsausta. Voidaan varustaa yksipistoolisuihkuhitsauksella ja kaksipistoolisuihkuhitsauksella kahdella tavalla. Tukee PLC- tai CNC-järjestelmän ohjausta.
